
การเชื่อมเป็นเทคนิคสำคัญที่ใช้ในอุตสาหกรรมต่างๆ เพื่อทำการเชื่อมรวมวัสดุเข้าด้วยกันอย่างถาวร โดนเฉพาะการทำงานกับโลหะ หรือวัสดุอื่นๆ การเชื่อมที่แข็งแรงและสวยงามถือเป็นสิ่งสำคัญในการทำงานเพราะจะส่งผลถึงโครงสร้างที่แข็งแรงและปลอดภัยในส่วนต่างๆ ทั้งนี้งานเชื่อมยังใช้เพื่อทำงานเกี่ยวกับเชื่อมส่วนต่างๆเพื่อความสวยงามอีกด้วยเช่นรั้ว และเฟอนิเจอร์ต่างๆ ในบทความนี้ เราจะมาเจาะลึกกันเกี่ยวกับเทคนิคที่สามารถช่วยให้คุณได้งานเชื่อมที่สวยงามและทนทานแข็งแรงมากที่สุด
ทำความเข้าใจเครื่องเชื่อมและวัสดุที่จะเชื่อมก่อน
ชนิดและรูปแบบของเครื่องเชื่อมมีบทบาทสำคัญในกระบวนการเชื่อมอย่างมากเพราะแต่ละแบบก็มีการทำงานที่แตกต่างกัน เครื่องเชื่อมในปัจจุบันได้ถูกแบ่งออกเป็นหลายประเภทตามวิธีในการทำงานเช่น MIG, TIG และเครื่องเชื่อมอาร์ค เครื่องเชื่อมเหล่านี้มีหลักการทำงานเหมือนกันคือให้ความร้อนหลอมละลายโลหะแต่กระบวนการรวมไปถึงการปรับตั้งค่าจะต่างกัน ทั้งนี้คุณก็จะต้องไม่ลืมตรวจสอบว่าวัสดุที่คุณกำลังจะเชื่อมเป็บชนิดไหนด้วยเช่นกันเพื่อที่จะทำการตั้งค่าเครื่องเชื่อมให้เหมาะสมในการทำงานเพื่อให้ได้ประสิทธิภาพมากที่สุด

เทคนิคการเชื่อมให้ได้แนวเชื่อมที่มีคุณภาพ
นอกจากความสวยงามแล้ว ความแข็งแรงในการเชื่อมยังเป็นสิ่งสำคัญอย่างยิ่งในการรับประกันความปลอดภัยและอายุการใช้งานของรอยเชื่อมที่นานที่สุดจะต้องคำนึงถึงอะไรบ้างมาดูกัน
1. ระยะอาร์ก หรือ (Arc Length)
ระยะการอาร์กคือ ความห่างระหว่างลวดเชื่อมกับชิ้นงาน ซึ่งจะมีปัจจัยอื่นมากำหนดคือ ชนิดของฟลักซ์ในตัวลวดเชื่อม ตัวอย่างเช่น ถ้าฟลักซ์เป็นแบบ รูไทล์ และ เซลลูโลส ระยะการอาร์กจะมีค่าความห่างเท่ากับขนาดเส้นผ่าศูนย์กลางของตัวลวดเชื่อม แต่ถ้าหากฟลักซ์ในลวดเชื่อมเป็นแบบด่าง (Basic) ระยะการอาร์กจะเท่ากับครึ่งนึงแทน ดังนั้นก่อนการทำงานต้องคำนึงถึงปัจจัยนี้ก่อนลงมือ เพราะส่งผลโดยตรงต่อคุณภาพของเนวเชื่อม จะเกิดอะไรขึ้นหากไม่ได้ดูระยะเชื่อม สิ่งแรก คือหาก
- ระยะอาร์กอยู่ห่างชิ้นงานจนเกินไป จะส่งผลให้ความร้อนกระจายลงบนชิ้นงานมากขึ้นทำให้เกิดการแตกหรือกระเซ็นของโลหะเชื่อมที่หลอมเหลวหรือที่เรียกว่า (Spatter) ในบางกรณีอาจจะเกิด รอยกัดขอบ (Undercut) หรือ (Overlap) มีการพอกกันของโลกหะ แนวเชื่อมจะมีลักษณะแบนกว้าง การซึ่มลึกไม่ดีทำให้ได้แนวเชื่อมที่ไม่แข็งแรง
- ระยะอาร์กสั้นเกินไป มักจะทำให้ตัวลวดเชื่อมดูดติดไปกับชิ้นงาน และได้แนวการเชื่อมที่เล็ก และอาจจะเกิดแสลก (Slag) ที่หนาเกินไปทำให้แนวเชื่อมเปราะได้ง่าย
การใช้ระยะอาร์กที่พอดีจะได้แนวเชื่อมที่ต่อเนื่องสม่ำเสมอแข็งแรงและได้คุณภาพ โดยสังเกตตามระยะความโตของแกนลวดเชื่อมจะทำได้ง่ายมากที่สุด นับเป็นพื้นฐานที่ผู้ปฏิบัติงานควรรู้ไว้ก่อนลงมือทำ
2. กระแสไฟ
โดยปกติแล้วการปรับกระแสไฟที่ใช้ในแต่ละครั้งกับการเชื่อม จะสามารถตั้งค่าหรือดูได้จากข้างกล่องลวดเชื่อมที่ผู้ผลิตลวดเชื่อมแต่ละยี่ห้อแนะนำ ติดไว้ข้างกล่อง มันจะระบุชนิดกระแสที่ใช้ว่าเป็น AC หรือ DC ขนาดแรงดันในแต่ละส่วนช่างเชื่อมหรือผู้ใช้งานสามารถพิจารณาเลือกขนาดแรงดันได้จากข้อนี้ ส่วนชนิดของกระแสไฟเครื่องเชื่อมจะมีอยู่ 2 ชนิดด้วยกันนั่นก็คือ ไฟฟ้ากระแสสลับ (AC) และไฟฟ้ากระแสตรงแบบขั้วบวก (DCEP)/กระแสตรงขั้วลบ (DCEN) จะขึ้นอยู่กับชนิดของลวดเชื่อมที่ใช้
นอกจากดูชนิดของกระแสไฟแล้วจะต้องคำนึงถึงสิ่งสำคัญอีกหนึ่งอย่างนั่นก็คือปริมาณของกระแสไฟฟ้า และขนาดของลวดเชื่อมที่นำมาใช้งานด้วย เช่นหากต้องการเชื่อมชิ้นงานที่มีความหนามาก และใช้ลวดเชื่อมที่มีเส้นผ่าศูนย์กลางขนาดใหญ่ก็ต้องพิจรณาการปรับปริมาณกระแสไฟให้สูงขึ้นตามไปด้วย การใช้กระแสไฟที่พอดีจะส่งผลให้ไม่เกิดบ่อหลอมเหลวบนชิ้นงานที่กว้าง และไม่เกิดแนวเชื่อมที่นูนขึ้นมากและแนวเชื่อมไม่หลอมติดกัน ในกรณีที่กระแสไฟสูงหรือต่ำเกินไป สามารถดูการปรับปริมาณของกระแสไฟตามความหนาของชิ้นงานได้ดังตารางต่อไปนี้
|
ความหนาชิ้นงาน |
ขนาดลวดเชื่อม | ชนิดและปริมาณของการะแสไฟ (A) | |||||||
| นิ้ว | มม. | นิ้ว | มม. | E6010/11 | E6012 | E6013 | E6020 | E6022 |
E6027 |
|
1/16- 5/64 |
1.6-2.0 | 5/64 | 2.0 | – | 25-60 | 25-60 |
– |
– | – |
| 5/16-1/8 | 2.0-3.2 | 3/32 | 2.4 | 40-80 | 35-85 | 45-90 | – | – |
– |
|
1/8-1/4 |
3.2-6.4 | 1/8 | 3.2 | 75-125 | 80-140 | 80-130 | 100-150 | 110-160 | 125-185 |
|
1/4-3/8 |
6.4-9.5 | 5/32 4 | 4.0 | 110-170 | 110-190 | 105-180 | 130-190 | 140-190 |
169-240 |
|
3/8-1/2 |
9.5-12.7 | 3/16 | 4.8 | 140-215 | 140-240 | 150-230 | 175-250 | 170-400 |
210-300 |
|
1/2-3/4 |
12.7-19.1 | 7/32 | 5.6 | 170-250 | 200-320 | 210-300 | 225-310 | 370-520 |
250-350 |
| 3/4-1 | 19.1-25.4 | 1/4 6 | 6.4 | 210-320 | 250-400 | 250-350 |
275-375 |
– | 300-420 |
| 1 นิ้ว ขึ้นไป | ป 25.4 ขึ้นไป | 5/16 | 8.0 | 275-425 | 300-500 | 320-450 | – | – |
375-475 |
3. มุมของลวดเชื่อม
การเชื่อมชิ้นงานจะต้องทำมุมหรือองศาในการเชื่อมที่ใช้ต้องเหมาะสม เพราะมีผลต่อการส่งผ่านของกระแสไฟฟ้าและน้ำโลหะหลอมเหลวไปยังบ่อหลอมในชิ้นงาน เพราะฉะนั้น ถ้าตั้งมุมของลวดเชื่อมกับชิ้นงานได้ไม่ถูกต้องก็จะส่งผลเสียต่อแนวเชื่อมได้ ตัวอย่างเช่น การทำซึมลึกไม่ดี เกิดรอยกัดขอบแนวเชื่อม หรือแนวเชื่อมพอกขึ้นมาไม่เท่ากัน โดยมุมของการเชื่อมมีหลักๆที่สามารถแบ่งได้สองประเภทดังนี้
3.1 มุมการเดินลวดเชื่อม (Travel Angle) มุมเดินลวดเชื่อมคือการทำมุมเอียงในการเชื่อมให้ไปในทางเดียวกับทิศทางของการเชื่อมหรือมุมเคลื่อนที่ของลวดเชื่อมบนพื้นผิวชิ้นงาน
3.2 มุมงาน (Work Angle) มุมงานคือมุมเอียงการเดินลวดเชื่อมไปทางข้างของชิ้นงาน เช่น มุม 90° ทำเมื่อเชื่อมชิ้นงานที่แบนราบเป็นต้น
มุมของลวดเชื่อมส่งผลต่อแนวการเชื่อมโดยตรงเพราะเมื่อขณะทำการเชื่อมอยู่น้ำหลอมเหลวจะเคลือบไปตามพื้นผิวรวมไปถึงเรื่องของซึมด้วยว่าเข้าไปในชิ้นงานได้ลึกหรือติ้น
4. ความเร็วการเชื่อม และรูปแบบการเคลื่อนที่
ในขณะที่ทำการเชื่อม ผู้ปฏิบัติงานจะต้องคำนึงถึงการควบคุมความเร็วของการเชื่อมขณะนั้น ให้เหมาะสม โดยให้มีความสอดคล้องกับกับระยะอาร์ก และปริมาณของกระแสไฟฟ้าที่ใช้เชื่อมไปด้วย เพื่อให้ได้ผลลัพธ์เป็นแนวเชื่อมที่ถูกต้องสมบูรณ์ และมีคุณภาพมากที่สุด เพราะความเร็วในการอาร์กเชื่อมที่สูงหรือต่ำจะส่งผลต่อรูปร่างของแนวเชื่อมโดยตรงเช่นกันกับปัจจัยอื่นๆที่กล่าวมา หากลากลวดเชื่อมเร็วเกินไปอาจจะทำให้ระยะซึมไม่ลึกพอและอาจขาดตอนได้ หากช้าเกินไปอาจจะทำให้เกิดแนวกัดขอบหรือซึมลึกเกินไปทำให้ชิ้นงานเสียหายเพราะการหลอมละลายได้ การเชื่อมจะมีการใช้เทคนิคการส่ายลวดเชื่อม ในรูปแบบต่างๆเพื่อช่วยให้แนวเชื่อมมีความแข็งแรง สมบูรณ์ ซึ่งมีหลายรูปแบบ เช่น
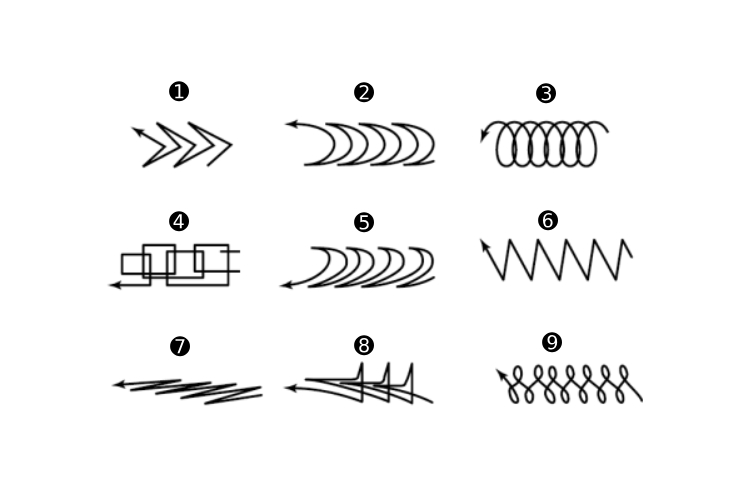
- รูปแบบการเคลื่อนที่ ตัววี
- รูปแบบการเคลื่อนที่ ครึ่งวงกลม
- รูปแบบการเคลื่อนที่ วงกลม
- รูปแบบการเคลื่อนที่ สี่เหลี่ยม
- รูปแบบการเคลื่อนที่ ตัวเจ
- รูปแบบการเคลื่อนที่ แบบซักแซก
- รูปแบบการเคลื่อนที่ แบบลำดับชั้น
- รูปแบบการเคลื่อนที่ ตัวที
- รูปแบบการเคลื่อนที่ คล้ายเลข 8
5. ชนิดของลวดเชื่อม
ชนิดของลวดเชื่อม ก็เป็นอีกหนึ่งในปัจจัยสำคัญในการเชื่อมวัสดุ ลวดเชื่อมเป็นตัวกลางที่มีคุณสมบัติยึดติดเข้ากับชิ้นงานและทำให้รอยการเชื่อมต่อมีความแข็งแรงที่มากขึ้น การพิจรณาเลือกลวดเชื่อมจะต้องมีคุณสมบัติเข้ากันได้กับชิ้นงานที่จะเชื่อม นอกจากนี้การทำความเข้าใจชนิดและขนาดของลวดเชื่อมก็เป็นส่วนสำคัญที่ได้บอกไปในข้างต้นแล้ว ว่าจะต้องใช้ระยะเท่าไหร่ แรงดันไฟฟ้าสูงมั้ยและอื่นๆ ส่วนคุณสมบัติต่างๆของลวดเชื่อมสามารถดูได้จากฉลากบรรจุภัณฑ์ หรือบ้างกล่องลวดเชื่อม
สรุป
จากหัวข้อที่กล่าวมาในบทความนี้ อีกหนึ่งปัจจัยสำคัญนั่นก็คือผู้ปฏิบัติงาน ที่ต้องปฏิบัติตามคำแนะนำทั้งในการใช้งานเครื่องเชื่อมและทักษะการเชื่อม ก็จะได้แนวเชื่อมที่มีคุณภาพและได้มาตรฐาน ทั้งนี้การรักษาความปลอดภัยต่อตนเอง คนรอบข้าง และเครื่องเชื่อมก็เป็นสิ่งสำคัญ ดังนั้นผู้ใช้งานเครื่องเชื่อมต้องมีสมาธิและความรอบคอบในการทำงาน และต้องวิเคราะห์การทำงานให้ดี เพราะงานเชื่อมเป็นงานที่มีความเสี่ยงมากหากเทียบกับการทำงานแบบอื่น อยู่มาก และสุดท้ายหวังว่าบทความนี้จะเป็นประโยชน์ต่อคนที่กำลังหาความรู้เกี่ยวกับงานเชื่อมอยู่ไม่มากก็น้อย

